Malt, in substantially the same form as we know it today, was an important product long before the days of recorded history. Although its actual origin is buried in antiquity, there is a legend that early Egyptians manufactured malt by placing it in a wicker basket, which was then lowered into the open wells of that time. It was first lowered into the water for steeping, after which it was raised above the water level for germination.
The rate of germination was controlled by adjusting the height of the basket within the well. As germination progressed and heat developed, the basket would be lowered to a lower temperature level thus retarding growth and dissipating heat. To accelerate germination, the basket was simply raised to a higher level.
The malt was kept from matting by raising it to the top of the well and agitating the basket. Drying was by natural means, probably a simple process of spreading on the ground and subjecting it to the direct rays of the sun. The use of malt at this time was thought to be exclusively for beverage purposes.
Floor malting is born
Of course, production of malt during this period was limited by the number of wells, and in efforts to increase production, maltsters next employed man-made cisterns and natural caves. These natural processes continued for centuries, because the next advancement in the malting process is found in the middle European countries. There, as the requirement for malt increased, it was found necessary to develop artificial means of controlling the temperatures and humidity.
The earliest known “malt house” was a simple structure located at the bottom of a hill or mountain adjacent to a stream, which could supply low-temperature water by gravity. These houses had massive stone walls with floors of stone or mortar. Small windows set in these heavy walls were the only means of ventilation.
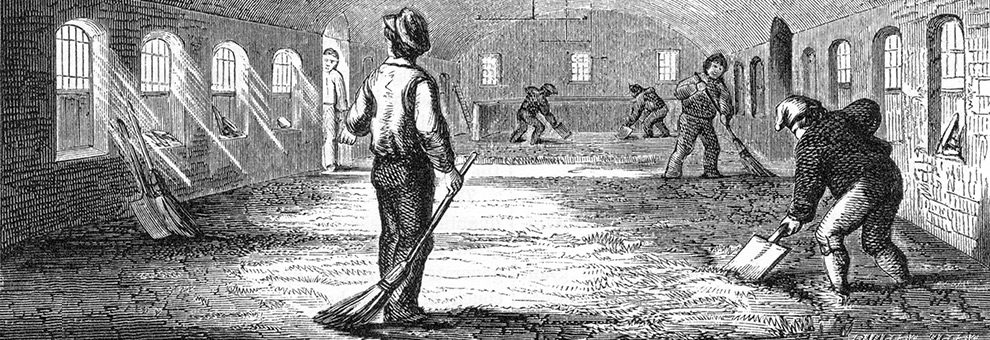
Barley would be received into the top of such a house and dropped into deep cisterns for steeping. From there, it would be deposited in a pile onto the stone floor of the house for germination. As growth commenced and heat was generated, the malt was shoveled from this pile and spread in a thin bed toward the front of the room.
Any necessary further cooling could only be accomplished during the cool evenings or night hours when experienced workmen shoveled the first thin layer of malt forward to another spot on the floor, throwing it into the air, and allowing it to fall in a thin shower. The proper moisture was applied by the simple old-fashioned sprinkling can.
The process of shoveling to control temperature gradually moved the bed from the rear to the forward end of the floor, and as each successive steep was deposited onto the floor from the steeping cistern, it followed its predecessor down the length of the floor.
In this way, there were on each floor, a number of beds of malt in varying stages of germination. When the malt reached the front of the floor, its germination was completed, and it was shoveled by hand through a trap door into wheelbarrows beneath, by means of which it was transported to the kiln for drying.
The kiln, at that time, was simply a room with a tile floor, under which were crude furnaces. The ceiling of the room assumed the shape of a high tapered dome, in which was located a large duct or chimney to pass off the moist hot air. After the germinated malt was spread on the floors the fires were started and drying accomplished by simple heating. The malt was agitated from time to time by a shovel. Later the tile floors were perforated so that the combustion gases could pass directly through the grain.
All ventilation was by natural draft, and, of course, was influenced greatly by weather conditions. The art of malting under those conditions was one of the highest. The maltster personally controlled all processes, and through highly developed manual skills maintained proper conditions. He alone checked the temperatures, mostly by sense. It was he who determined when more moisture was required. In short, it was exclusively his skill and experience which brought out a finished malt of the proper character.
Because temperature controls were dependent on atmospheric conditions, malting at that time was confined to the cool months, which averaged about five months per year. During the rest of the year, the house was completely closed. Naturally, with this short production season, volume was very definitely limited.
Malting goes modern
The basic principle of these early malt houses again prevailed for centuries, but always with the search for new means of increasing production. It was not until the advent of steam, and later electrical power, that any major change occurred in the malting process. Undoubtedly, someone at some time drove ventilating bellows by water power in an effort to continue malting during the warmer weather, but there is no definite record of such device.
With the advent of modern power, the first changes that occurred were the introduction of ventilating fans and water pumps into the older type houses as described. Later, more modern buildings were introduced incorporating the various devices made available by the new power.
In these earliest modern houses, steel tanks were substituted for the old-fashioned cisterns, large fans were employed for ventilation, and adequate sprinkler systems installed. However, the old-fashioned masonry floor still persisted with the consequent heavy work of hand shoveling. It was under these semi-modern methods that malt acquired its present status.
The next step was to the modern construction known as the compartment system. Here the steeped barley is deposited on perforated floors in a single bed through which moist cool air is drawn by fans to control temperatures as desired. Agitation is by means of large turning machines which periodically agitate and redistribute the malt. When germination is completed, the malt is scooped into mechanical conveyors by mechanical shovels.
The conveyor deposits it in the kiln house, which again has perforated metal floors through which hot air is drawn by other fans. In this case, however, the floors are sectional, so that they can be opened, and the malt dropped through. It is possible in a modern kiln to reduce the moisture content to 3 percent.
After drying, the malt is dropped directly from the floor to hoppers located beneath, which feed conveyors, which, in turn, transport the finished malt to the cleaning and storing house. The prime object of modern houses is not only to give maximum production in a given area, but to decrease manual labor by the use of mechanical devices.
Through all of these centuries, malt as a finished product has changed very little, probably only to the extent that better grades of barley have been developed.
(Courtesy of the Saladin Corporation, Minneapolis, Minnesota)