
If you were to take a late afternoon tour of the Briess Chilton Malthouse and weave your way through a breakroom, around the corner, past the maintenance shop, and up a set of yellow stairs you would enter a large room with two Drum Roasters loudly humming as they churn malt and eminent warm, caramel, roasted aromas. To the left is the roaster operators room panned with glass looking onto massive machines. Here from 4 PM to Midnight daily you are likely to find Tom Mayers.
Tom has been working in the Chilton Malthouse since February 1977, with the majority of his tenure as a Roaster Operator. When Tom first started, he loaded railcars for about a month before an opportunity to learn the roasting trade became available.

Back in the ’70s, however, the roasters we see today were not in operation. Rather, a large rotating metal ball that resembled a futuristic, very small “Death Star” that poured out malt instead of “TIE Fighters Ships” would tumble and roast the malt.
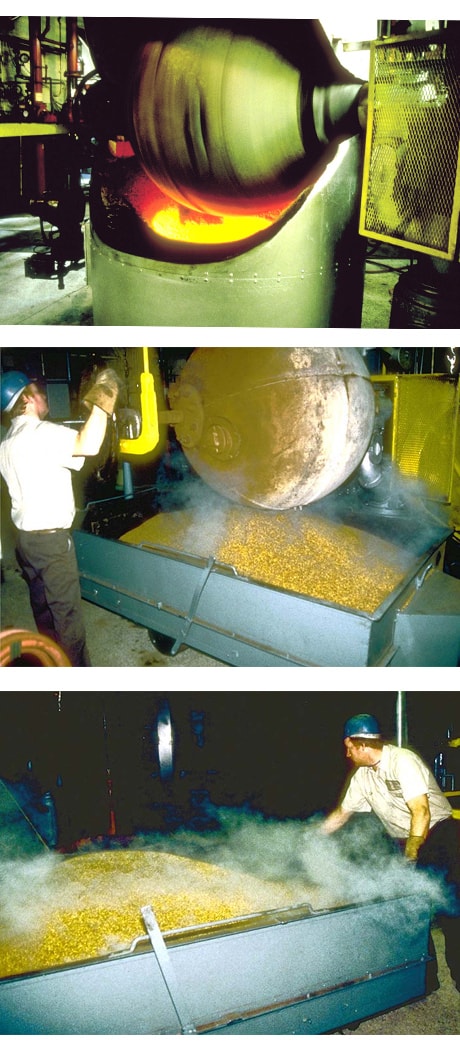
“Everything was much more manual back then,” Tom explains, “K-Ball Roasters really didn’t have any gauges on them and it could be difficult predicting accurate roasting temperatures. We would be constantly checking the product, looking for visual cues if the color was what we were trying to achieve. We used a short sugar spoon with a wooden handle to test the malt. We could tell by looking at the amount of smoke coming off the malt and check the heat from the burner to determine if we were roasting hot enough or not.”
Today, the K-Ball Roasters have been replaced with more efficient Drum Roasters that can produce larger batches than the K-Ball could. Unlike the K-Ball Roasters, the Drum Roasters have a number of gauges that communicate to a computer monitoring system to ensure appropriate optimal temperatures are reached and maintained to produce a particular style of malt.

Each roasted style of malt requires a unique recipe that varies in roasting temperatures and length of time the malt is roasted. Tom closely monitors the computer settings and indicators, recording setting numbers during various intervals in his log book. But he also still manually checks the malt.
Periodically, as we sat and talked, Tom would excuse himself for a moment and walk over to the roasters and pull a cylinder scoop with a wooden handle from the roasters. He then would take this sample and pour it over a stainless-steel strainer that sat over a device that blew air through the malt to instantly cool the hot malt down. Then, Tom would take the cool sample and pour it into a grinder that broke the whole kernel down to a fine flour. He then places the flour next to a target malt flour sample, pressing and smoothing it down under a bright light to see if the pulled sample visually matches the target sample color.


Once the process was complete, Tom would return to the Operators Room and join me right back in the conversation. You could tell how meticulous he was, every movement was on beat, like a well-oiled machine who had 41 years of experience.
If you ever get the chance to talk with Tom, you can quickly pick up how passionate he is about his job and the pride he takes in creating a consistent, quality product. “Some of the malts are certainly easier to produce than others. The dark malts tend to be more challenging to control, but I enjoy the challenge and like doing my best making them consistent and accurate to spec,” Tom says smiling.
Over the years, Tom has seen a number of changes. One of the most notable, he says, was the move to smaller bag sizes.

“The majority of malt we produced back in the day went out by truck or rail. We didn’t have loading docks back then and our smallest bag size was a 110 lb bag which went out in large burlap sacks with large lettering that read ‘USE NO HOOKS’ because the longshoreman back then commonly used hooks to pull bags into cargo nets, which would be then lifted by a crane and placed into ships for holding. This was before the advent of the container ship. I think we were one of the first places to start filling 50 lb bags. Roger was a real visionary and he saw the demand in the ‘craft beer industry’ before there really was a ‘craft beer industry’. “
Tom is certainly hard-working and when he is not at the Malthouse, he is helping his wife run a small business on the side. “I don’t have a lot of free time, but when I do get some, I enjoy fishing and hunting and occasionally get out to the western states for big game hunting.”
Tom’s stories and history of the company from his perspective over the last 41 years were fascinating to listen to and share. It is certainly evidence of his passion and pride for Briess, “The company has always been a good company to work for. The owners treat their employees right and take care of us. I also have a good team to work with in the Malthouse, we can communicate with each other and if there are ever any issues, we always work through them together as a team.”

Thank you, Tom, for the great malt you have been producing for the last 40 years and your hard work and dedication.
Cheers,
From all of us at Briess