We’re really proud of our Technical Services Department and the innovative ideas they come up with for the industry — we thought we’d repost this Cold Extraction article to get your creative thinking caps going. Cheers!
Note from the Author: this was written as a novel perspective on malts and how they can be used to create unique, and possibly never before seen, characteristics in beer and is intended to be thought-provoking verses heavily scientific.
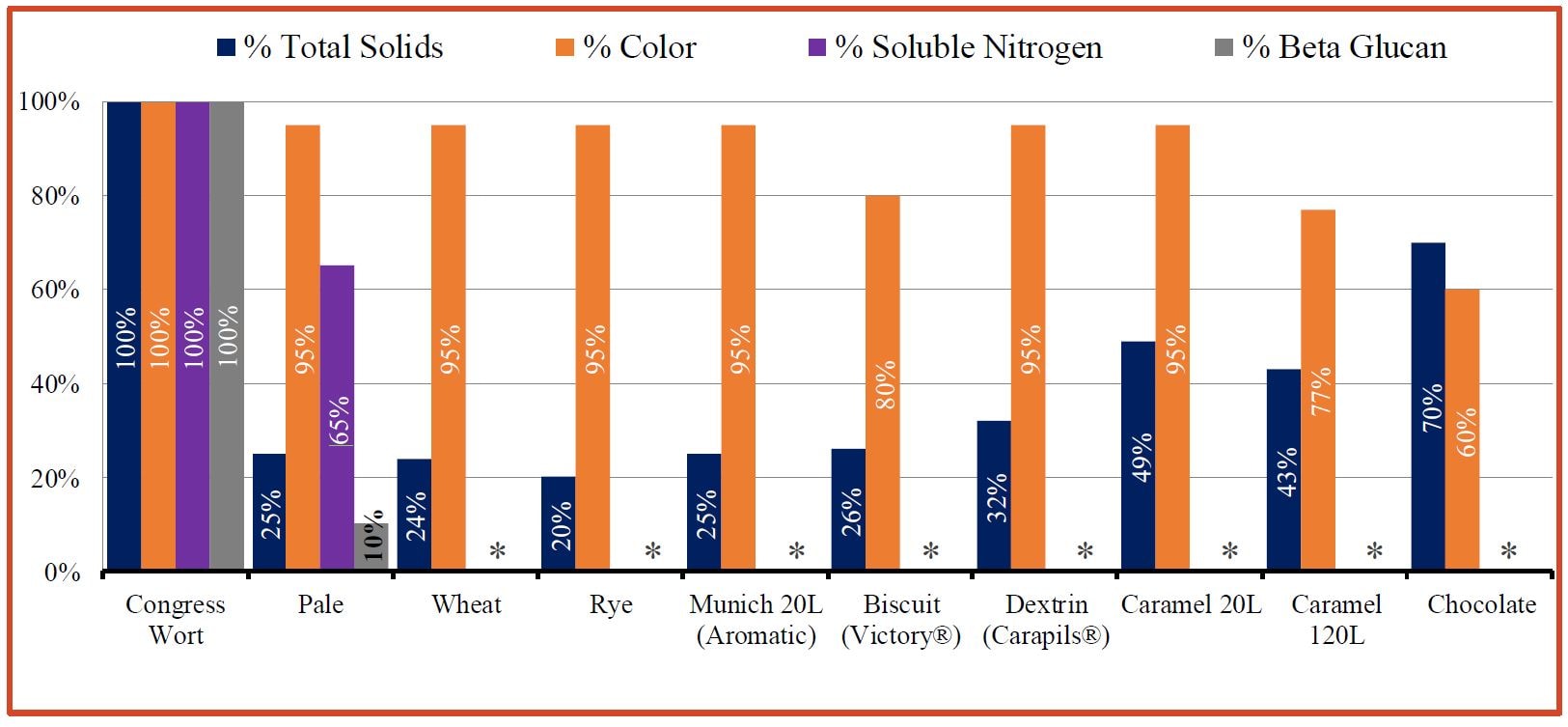
*Soluble Nitrogen and Beta Glucan not assessed for this malt type.
Abstract
The process of cold extraction gives the brewer the ability to capture color and flavor from specialty malts while limiting the extraction of complex carbohydrates. We studied the extractability of multiple specialty malts below gelatinization temperature and attempted to quantify the composition of the solubilized solids. We will discuss novel applications that arise from the unique attributes obtained through cold extraction.
Why Cold Extraction Works
The process of malting involves germination of the grain until the food-store (endosperm) has undergone enzymatic degradation.3 The majority of this degradation in malting happens below the gelatinization temperature of starch utilizing water as a solvent. Therefore, it should follow that enzymatically produced compounds from the malting process should be highly soluble in water below starch gelatinization temperatures.
Process


- Mashing: The purpose of cold mashing is to hydrate the ground malt in an attempt to solubilize the color, flavor and enzymatically degraded compounds produced in the malting process. The amount of water added in the hydration step should be a volume that will ensure complete hydration, this is typically 4 times the weight of malt used or greater.
- Passive Extraction: This can be accomplished by allowing the grain to react with cold water, at refrigeration temperature, for 8+ hours.
- Agitated Vessel: If the reaction can be conducted in an agitated vessel the process can be accomplished in as little as one hour.
- Lauter Recirculation: A cold lauter process, where the wort is continuously vorlaufed, can successfully perform this reaction.
- Separation: Solid liquid separation can be accomplished in a lauter tun.
- The grain particles, while hydrated, will have a firmer structure than those gelatinized in a standard mash scenario. As a result if the mash has not experienced excessive sheer it should run off faster than most hot lauter processes.
- The liquid obtain in cold lauters will likely be extremely turbid due to a large amount of fine grain particulate created in milling or physical abrasion in mashing. Additional clarification steps can be employed to obtain a clear wort, otherwise wort should clear during the conversion phase.
- Conversion: Contrary to traditional brewing the conversion process happens after the solid portion has been removed from the liquid.
- The conversion is necessary to reduce unconverted starch to soluble carbohydrates.
- Conversion can be accomplished with cold extracted wort alone or in the presence of additional malts/grains, in which case this secondary mash will need to be lautered.
Composition of Cold Extracted Wort
- Diastatic Enzymes: Both α and β amylase are highly soluble in cool water, in fact the ASBC method for extraction of diastatic enzymes and α amylase are both conducted at 20°C.2
- Proteins: Cold mashing of a traditional amber ale recipe brewed at Briess showed a 65% recovery rate of nitrogen (as protein) as compared to a typical step mash process.
- β-Glucans: β-Glucans in wort are derived from enzymatic degradation of hemi-cellulose during mashing, and are not present in wort until starch gelatinization temperatures.4 Briess conducted β-Glucan analysis on cold extracted wort and recovered ~10% that of a congress wort.
- Sugars: Extracting malt at low temperatures leaves starch behind but captures many malt components that contribute to beer flavor, including highly fermentable simple sugars.5
- Starch and Dextrins: Mashing below the gelatinization temperature will result in low levels of extracted starch and therefore the converted wort will have a low dextrin content.
- Color and Flavor: Sensory and spectrophotometric analysis demonstrated that the primary flavor and color components in kilned malt and most roasted malts resulting from Maillard and Caramelization reactions are highly soluble in cold water extractions. In the case of kilned and low color caramel malts >95% color (as °L) was recovered through cold water extraction.
- Total Extracted Solids:
- Kilned malts, including pale and highly kilned malts, showed on average 25% recovery of extractable solids as compared with congress worts from the same malts.
- Caramel malts in the color range of 10-120°L showed on average 50% recovery of extractable solids as compared with congress worts from the same malts.
Cold Extraction Applications
Low Alcohol Beer
- The wort obtained from cold extracted mashing yields a wort that appears to have a disproportionately large quantity of the proteins that are responsible for good head retention and mouthfeel. Employing a cold extraction method to a standard 1.050 gravity recipe will result in a 1- 1.5% ABV beer with a full mouthfeel and good head retention.
- When formulating low alcohol beer by this method one should consider that there is very little sweetness due to low residual dextrin content, and that it will be necessary to lower the level of hop bittering to achieve balance.
Strong Ales and IPAs, Dry Stouts and Reds
- Cold extraction can be used to impart large amounts of specialty malt character without increasing the final gravity of wort or imparting viscous non-starch polysaccharides (such as β-glucans).
- When formulating strong or dry beers with cold extraction consider that you will capture almost all of the color and flavor of kilned and caramel roasted specialty malts with a fraction of the gravity, this will allow for additional inclusions of adjuncts or high attenuating malt to make up for the missing gravity, thus resulting in a dryer “cleaner” perception.
High Adjunct Brews
- Cold extraction of pale malts can be used to produce a wort with nearly all amino acids and enzymes that would be available in a traditional mash process, but with only ¼ of the gravity. This affords the brewer the opportunity to formulate in additional adjuncts while maintaining sufficient FAN.
- Light lagers are often made with 50% malt and 50% adjunct (sugars), and Glucoamylase enzyme to achieve a beer with low residual gravity. Cold extraction can be used to formulate a beer where as little as 15% of the gravity comes from malt and 85% from adjunct (sugars) resulting in a beer with similar perception without the use of special enzymes.
All Malt Strong Ales
- The resulting spent grain from the cold extraction process can be re-mashed with diastatic malts to yield an all-malt beer with a character similar to those that would otherwise use adjuncts.
- The cold mashed spent grains have been “washed” to remove nearly all the color, flavor and FAN. The resulting material is the portion of the grain that had not been solubilized during malting, and is similar to raw grain.
References
- American Society of Brewing Chemists, Methods of Analysis. Malt-4 Extract, 14th Edition, 2011.
- American Society of Brewing Chemists, Methods of Analysis. Malt-6 Diastatic Power, 14th Edition, 2010.
- D.E. Briggs, J.S. Hough, R. Stevens and T.W Young, Malting and Brewing Science Volume 1 Malt and Sweet Wort. Blackie Academic & Professional, 1981, pp. 1.
- F. Kühbeck, T. Dickel, M. Krottenhaler, W. Back, M. Mitzscherling, A. Delgado and T Becker, Effects of Mashing Parameters on Mash b-Glucan, FAN, and Soluble Extract Levels. J. Inst. Brew. 111(3), 2005, pp. 316.
- M.J. Lewis and T.W. Young, Brewing Second Edition. Kluwer Academic / Plenum Publishers, 2002, pp. 107.