(This article first appeared in the Nov-Dec 2012 issue of New Brewer Magazine.)
By Dan Bies and Betsy Roberts
Briess Technical Services Department
Obtaining consistent results and efficient brewhouse performance may be two of the most coveted achievements in brewing. But brewing is a natural process made with natural ingredients which are, by their very nature, variable. Growing conditions, soil, malting barley varieties and the malting process all impact the attributes of a finished malt, making slight variations in finished malt inconvenient but inevitable. These variations can cause inconsistency and inefficiency in the brewhouse and finished beer if not properly addressed prior to brewing. Thus the need for a Malt Analysis.
The Malt Analysis brewers receive with each lot of malt is like an instruction booklet on how to use the malt. This familiar single-page document of data delivers important information for efficient processing and to help brewers hit their target yield and color. Once brewers fully understand the data on the Malt Analysis and the significance of each attribute to the brewing process, they can apply this information to achieve consistency and efficiency in the brewhouse.
A Malt Analysis will typically list three types of data—Physical Analysis of the Kernel, Wort Analysis and Chemical Analysis. The data reported on Malt Analysis is determined by the style of malt as illustrated in this chart.
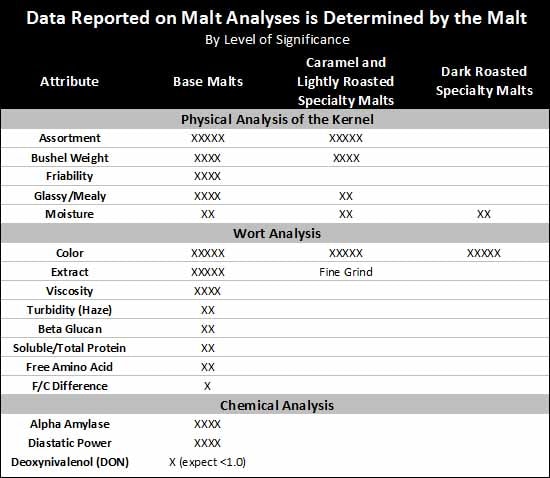
While each attribute uniquely impacts the brewing process or finished beer, some have a greater impact and significance than others. To help you more easily sort through a Malt Analysis and make adjustments that will have the greatest impact on efficiency and consistency, we have starred the more important attributes.
For example, we awarded five stars to three attributes—Assortment, Color, and Extract/Coarse Grind—because of the impact they may have on finished beers. Other attributes have been assigned stars based on their impact on the brewing process and/or the finished beer. Attributes with one or two stars doesn’t necessarily diminish the importance of this information, but it is intended to help keep you focused on your goal of obtaining consistent results and efficient brewhouse performance.
Attributes: Physical Analysis of the Kernel
Assortment *****
Significance: Frequently overlooked as the problem child it can be, assortment plays a critical role in the brewing process because it tells you how to set your mill. Extract losses in brewing when using a lauter tun are frequently related to mill settings, especially with a two-roller mill which can’t be set to ideally grind multiple kernel sizes correctly. A wider assortment makes it more difficult to set a mill. There are also typically differences in assortments between 2-Row malts and 6-Row malts, due to their kernel size differences, with 2-Row being more plump than 6-Row. When using a mash filter and hammer milling malt, obviously assortment isn’t as great of a concern. However larger plump percentages can indicate higher ratios of endosperm to total kernel and generally indicate lighter colored and higher yielding malt. In addition, specialty malts may often be thinner than base malts. Fortunately specialty malts offer some wiggle room when milling because, due to high friability, they do not require as good of a crush as base malts.
Test: This test is manually performed using a shaking device with four screens to quantify kernel size. A 100-gram sample is the standard amount used for assortment. The sample is placed on the top screen of the shaker and allowed to shake for three minutes. The contents on top of each screen and thru the bottom screen are then weighed and quantified separately. The grain that remains on top of the 7/64th-inch and 6/64th-inch screens is considered the plump portion. Grain that remains on the 5/64th-inch screen is thin, and grain that passes through all screen is thru.
Ideally: Plump values should be around 80%. Thin values should not exceed 3%.
Bushel Weight****
Significance: Bushel weight has little impact on the brewing process, but is an important piece of information for breweries with bulk malt storage. Bushel weight indicates the size and density of malt, and can be used to calculate how much malt will fit in a silo or other storage unit. Brewers new to bulk malt storage will want to work closely with their malt supplier to determine appropriate conversion values and techniques to calculate quantity. Variations typically occur between malts that undergo significantly different processing conditions.
Test: The definition of bushel weight is the volume of grain required to fill level full a bushel measure which is equivalent to 2150 cubic inches. This translates to pounds per 32 US dry quarts or pounds per 35 liters. Ask your malt supplier if their bushel weight testing equipment complies with USDA specifications.
Friability****
Significance: When used in conjunction with other analyses that indicate malt modification, friability is a great tool that may indicate lautering performance. Slow lautering is often due to under modification of malt. Under modification can lead to poor mash conversion and more high viscosity polysaccharides such as beta glucan. It is typically reported only on Base Malts as it is not appropriate for many specialty malts, such as caramel malts, which are glassy and hard by nature.
Test: In this test which indicates the level of modification, malt is crushed using a friability instrument. The portion that remains on the screen of the instrument is weighed. This weighed portion is the “under modified” portion. The result of the test is reported as a percentage.
Ideally: A good friability value for base malts is considered >90%. One exception is the friability of Pilsen Malt which is intentionally undermodified to retain light color. Standard friability values for Pilsen Malt are 85%.
Glassy/Mealy****
Significance: The percentage of glassy/mealy kernels in a malt sample is most often used as an indicator of conversion in Caramel Malts, of poor modification in Base Malts, and to detect the presence of cross contamination in base malt.
Test: This test is manually performed using a tool that does a cross cut through grain. The cross cutter holds 50 kernels sorted into individual slots, then sliced through the middle with a sharp edge. The pieces are separated and the inside of the kernels are observed. The number of mealy, glassy and half-glassy are counted and multiplied by two to determine a percentage out of 100.
Ideally: Since base malts are kilned at lower temperatures to preserve enzymatic activity in the finished sample, their cross cut should be 98% mealy. Caramel malts can range from 100% glassy for high color, well converted caramels to 85% glassy, 15% half-glassy for low color caramels. Lower color Caramel Malts have a greater the likelihood of having more half-glassy kernels.
Moisture**
Significance: Malt with very low moisture is brittle and prone to breakage while malt with excess moisture will become slack and may present milling difficulties and suffer from shortened shelf life. Malt with higher moisture will result in a proportional loss in as-is extract. Moisture levels will commonly vary by malt type and by season. Many specialty malts, such as low color Caramel Malts or extra light Base Malts (Pilsen Malt), will have slightly higher moisture levels than high color malts based on the time/temperature constraints required to obtain the specific color in a roaster. Also several dark roasted malts will have lower moisture contents due to necessary intense drying.
Test: Malt is weighed then heated in an oven for three hours to drive off water. The dried sample is tempered then weighed to determine the percentage of moisture remaining.
Ideally: The optimum moisture range for Base Malts is 3-6 percent.
Attributes: Wort Analysis
As mashing is the heart of the brewing process, it is also the heart of Malt Analyses. In the U.S., this procedure is called a Congress Mash, an industry standard method provided by the American Society of Brewing Chemists (ASBC). The parameters spelled out in the method include malt grind, liquor-to-grist-ratio, temperature ramps and holds, and filtration. The process uses 50 grams of malt and 400 milliliters of water. Conversion is usually complete within 2.5 hours with a final conversion step of 70ºC (158ºF). This mash determines extract, viscosity, color, beta glucans, turbidity and soluble protein.
Color*****
Significance: A second five-star malt attribute because of its impact to a finished beer is color. Malt is normally the largest source of beer color in beers over 3 SRM and invariably, if tight controls for color are desired, formulations may have to be adjusted to hit your target color. While volumes have been written about the importance of beer color, and there are many simple tools available to calculate wort and beer color, predicting it precisely remains one of the more difficult tasks for the maltster and brewer because of the inherent variability in analysis and difficulty in obtaining a completely homogenous and representative sample.
Test: Determined by a Congress Mash wort analysis and reported in degrees Lovibond, SRM or EBC.
Ideally: The color will be at the target color that was used to formulate the beer. If the color varies outside this target in a significant way, formulation changes may be necessary.
Extract as determined by Coarse Grind as-is*****
Significance: The main purpose of diastatic malt is to provide sugar or extract, this is what you are paying for. Extract is tested using a fine ground malt sample that is milled to a standardized grind profile. For base malts, extract is also determined using a coarsely ground sample also standardized and used to obtain fine/coarse difference. Extract includes fine grind and sometimes coarse grind, and is reported on an “as-is” and “dry basis”. As-is extract is more relevant to a brewers formulation than dry basis because it is a more practical way of representing yield potentials. The Extract/Coarse Grind as-is data most closely indicates the performance you can expect in the brewhouse, thus it has the most impact on your brew.
Test: Determined by a Congress Mash wort analysis. In the case of the Extract/Fine Grind test, a controlled lab mash is prepared from finely ground malt. A portion of the wort is analyzed for specific gravity. This value determines the amount of solids that can be extracted from grain. Dry basis results remove the influence of malt moisture from the extract calculation. For example, an 80 percent dry basis extract of a malt with 5 percent moisture would have a 76 percent as-is extract.
Ideally: As-is extract will be as high as possible. Adjustments may be required if the number is lower or higher than the beer was originally formulated with, although it usually does not vary a great deal.
Viscosity****
Significance: A high viscosity value will indicate potential problems in brewhouse operations.
Test: Malt viscosity is performed on Congress Mash wort usually in a viscometer tube. It is a measure of a liquid’s ability to resist flow through a capillary column. The measurement is the amount of time required for a predetermined volume to flow through the thin tube in comparison with water, and is frequently reported in units centipoise (CPS).
Ideally: Typical Congress Mash wort viscosities from Base Malt are 1.45 to 1.60 CPS. Values in excess of 1.60 may indicate a potential for slow runoff.
Turbidity (Haze)**
Significance: Caused by proteins and beta glucans that have not been sufficiently degraded, this attribute has relatively little impact on the brewing process but can contribute haze to the finished beer.
Test: Determined by a Congress Mash wort analysis and reported in Nephelometric Turbidity Units (NTU), turbidity is a measure of the light scattering properties of liquid due to suspended solid materials.
Ideally: Typical values of clear wort are 4NTU. At values greater than 15NTU haze is evident.
Beta Glucan**
Significance: High beta glucan levels have long been associated with lautering difficulties, due to the effect they have on mash viscosity. Viscosity is a more practical indicator of how a malt will effect brewhouse performance, making beta glucan data a minor player compared to its four- and five-star colleagues on the Malt Analysis.
Test: Beta glucan analysis is most commonly determined by a Congress Mash wort analysis in a flow analyzer where florescent compounds are bound to beta glucan molecules. The intensity of florescence is used to determine the number of beta glucan molecules. -The test itself commonly shows high coefficients of variation (between 10 and 25 percent), and detects only the number of beta glucan molecules. It does not take into account the size (molecular weight) of the individual molecules, an attribute that can have a marked effect on lauterability and viscosity.
Ideally: Beta glucan should be <180 for trouble free runoff.
Soluble Protein, Total Protein** and S/T Ratio
Significance: S/T Ratios are used often in malting as guidelines to determine the extent of modification. Total protein is reported separately on a Malt Analysis because it impacts brewhouse performance. It varies for 2-row and 6-row varieties, with high protein barley potentially causing reduced extract yield and higher color.
Test: This test is determined by a Congress Mash wort analysis. It is a measurement of the soluble protein in wort in relation to the total protein of the malt. During the malting process, storage proteins that are present in barley get broken down by proteases to smaller fragments which become soluble during the mashing process. Soluble protein is measured using a spectrophotometer at wavelengths in the UV range. The absorbance values are correlated to a protein value obtained through the standard method of protein measurement, kjeldahl. Kjeldahl is used for the total protein analysis and involves an acid digestion at high temperatures of the ground malt sample. This breaks down all of the protein in the sample, which is then distilled off as ammonia and quantified as total nitrogen. This value is multiplied by a standard conversion factor. Protein values are reported as a percentage of the overall sample.
Ideally: Total protein values for all malts are typically <14% dry basis. A minimum S/T of 30 is required to prevent lautering issues with malt. The CV for this analysis is +/- 10%, which is much lower than other modification indicators such as Fine/Coarse difference.
Free Amino Nitrogen (FAN)**
Significance: FAN is another analysis that can indicate the amount of free amino groups available to yeast during fermentation. This analysis is only performed on Base Malts. It has no significance in specialty malts.
Test: This test is a measurement of the free amino nitrogen content in a wort sample. The assay is typically run on an automated flow instrument. It involves the reaction of the sample under controlled temperatures with ninhydrin, a colored compound that changes incrementally with reaction to amino groups.
Ideally: A standard FAN value for most base malts is 180ppm and above.
Modification as determined by the Fine Grind/Coarse Grind Difference*
Significance: This attribute has minor impact in the brewhouse because the difference between these two extracts is such a small variation that it is difficult to measure using even the most sophisticated equipment.
Test: Determined by a Congress Mash wort analysis. The FG/CG Difference is determined when two worts are prepared from the same malt, one ground coarser than the other. Both samples are analyzed for extract on a dry basis. The difference between these values is called the Fine Grind/Coarse Grind Difference. But the difference between the extract of a fine and coarse ground sample is very small in well modified malt, typically 0.5 percent in well modified malts. This small difference is roughly the same as the error in the extract method, so it’s not impossible for a properly reported fine-coarse difference to be zero or negative.
Ideally: A FG/CG difference of 1.5% or less indicates well modified malt. Well modified malts have the potential for high extract yields with in an infusion mash.
Attributes: Chemical Analysis
Alpha Amylase****
Significance: Diastatic enzymes are necessary in brewing to convert starches into simple sugars that yeast can ferment. Conversion of starch to reducing sugars by the diastatic enzymes in malt is due to the action of two enzymes, Alpha Amylase and Beta Amylase. Alpha amylase levels will indicate the ability of malt to convert a standard mash properly. Alpha amylase is primarily a dextrinizing or liquefying enzyme. It chops starch into shorter chain dextrin and allows the Beta Amylase access to all of the reducing ends of the dextrins to break them down into sugars that yeast can use. While high levels of Alpha Amylase are more important for brewing high adjunct beer than to the craft brewer, they must be sufficient to allow for consistent and adequate conversion.
Test: This test determines the activity of the dextrinizing enzyme alpha amylase. Malt enzymes are measured using methods that indicate the activity of the enzymes in the sample through measurement of the liquefaction of a standardized starch.
Ideally: Enzyme levels required to achieve sufficient conversion vary with the type of malts being mashed. An all-malt mash can be converted with Alpha Amylase levels of 30 or above. A mash that requires a cereal cook requires higher levels.
Diastatic Power****
Significance: Diastatic Power indicates the total enzymatic power of a malt, both Alpha Amylase and Beta Amylase. Similar to Alpha Amylase, a minimum value of Diastatic Power is required to properly convert a mash.
Test: Diastatic Power is determined by the measured breakdown of a specialized starch. This breakdown is measured by reaction with potassium ferricyanide. This reagent reacts with the reducing sugars produced by the action of the enzyme.
Ideally: Levels of 50 or above are required for a normal mash program. Lower levels may still be effective with special mash programs. Diastatic Power values can vary up to +/- 10% due to measurement error. This value is also very important in the distilling industry as those mashes need high diastatic malt to convert the other cereals in the mash.
Deoxynivalenol (DON)*
Significance: DON is an FDA-regulated compound with established limits in wheat and barley. DON is a type of mycotoxin produced by certain molds that can be present in barley. Infection with the mold can occur during the growing season of the crop, or through improper storage of barley or malt. Exposure of the malt or barley to high moisture or humidity could promote the growth of DON producing molds.
Ideally: Levels should be below 1.0ppm. After receiving malt, always store it in a dry cool environment to prevent mold growth that could lead to DON production.
Conclusion
By interpreting a Malt Analysis by level of importance each attribute plays in the brewing process, you’re more likely to stay focused on the three “five-star” attributes that make the most significant impact— Assortment, Color, and Extract/Coarse Grind. Do this, while giving due diligence to the other data on the Malt Analysis, and you’ll be well on your way to achieving the consistent results and efficient brewhouse performance you want.